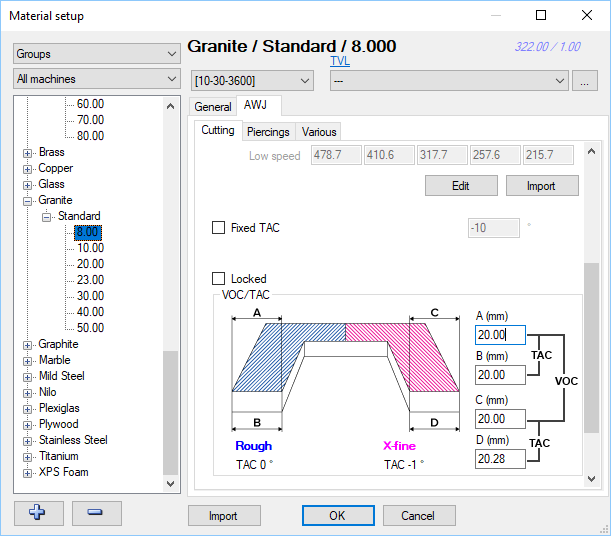
To manually change TAC (Taper Angle Control) and VOC (Variable Offset Control) on a material, you need to open the Material setup found in the CAM tab by clicking the "Select" command. Click on the "Edit material" icon to the right and select the material, quality and thickness you want to change.
If there's no TVL file connected to the material, you can change the TAC and VOC values at the bottom of the AWJ tab. (If a material has a TVL file, the values are already there).
Cut a part on your machine similar to the one on the image below with Rough quality on one side and X-Fine on the other. It's important that you cut it without any TAC or VOC!
Measure the part on the top of the material (A and C) and on the bottom (B and D). Input the values to the right, and cut once more with TAC and VOC activated. Measure again and do some fine tuning if you need to.
If you haven't activated the function in IGEMS, please go to CAM/Process dropdown/Strategy/Cutting.